Temiz oda yatırımlarında en büyük hata, sistemi yalnızca kurulum tamamlandığında hazır kabul etmektir. Oysa gerçek güvence, sistemin kurulduğunu değil; tasarlanan şekilde, tanımlanan limitler içinde ve kullanım amacına uygun olarak çalıştığını belgelendirebilmektir. İşte temiz oda kalifikasyonu tam burada devreye girer. Kalifikasyon; temiz oda, HVAC altyapısı, kritik ekipmanlar ve destek sistemlerinin GMP gerekliliklerine, kullanıcı ihtiyaçlarına ve proses beklentilerine uygun çalıştığını doğrulayan sistematik süreçtir.
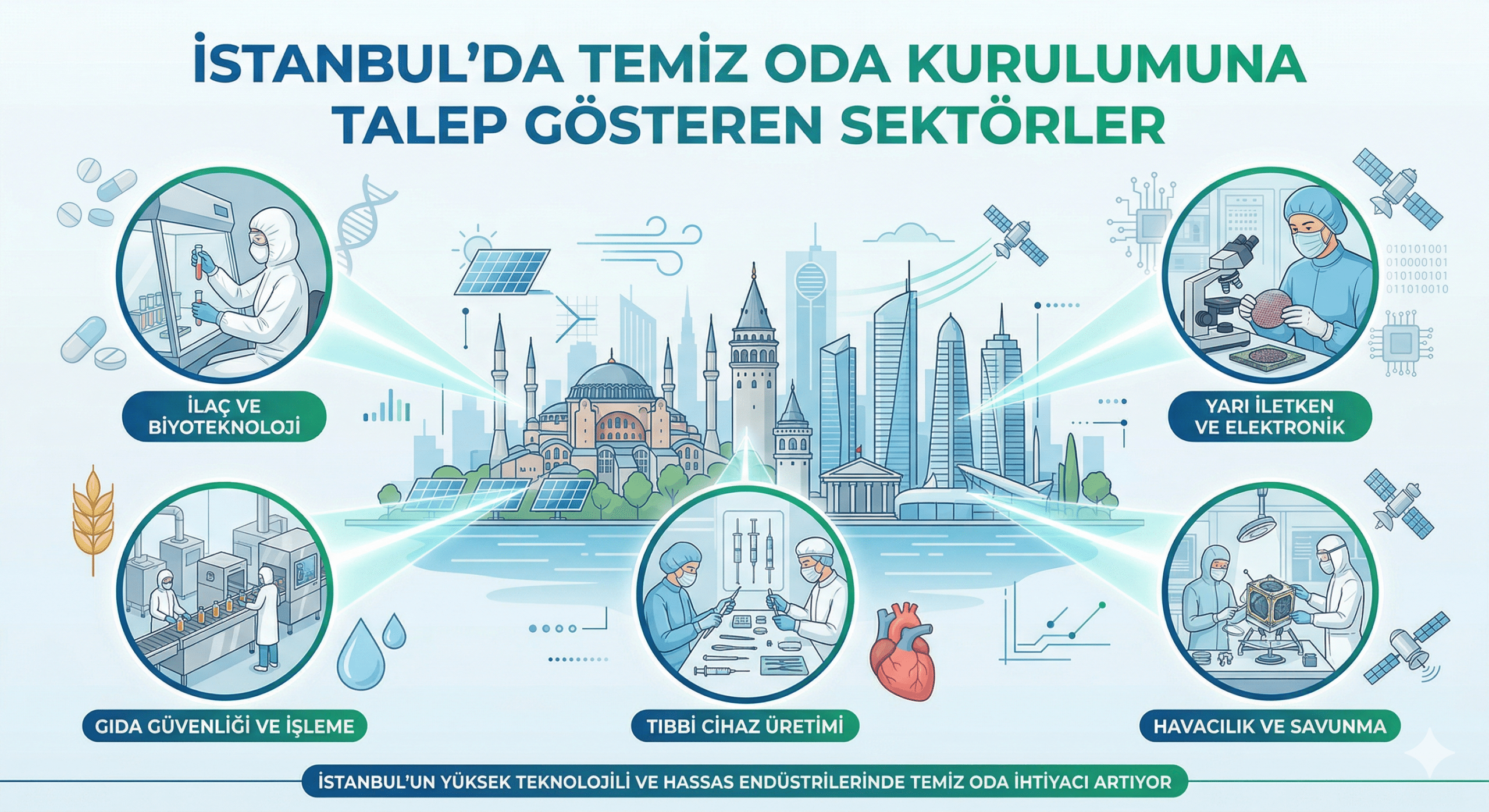
İlaç, medikal üretim, steril üretim alanları, biyoteknoloji uygulamaları ve kontrollü çevre gerektiren tüm sektörlerde kalifikasyon, teknik bir formalite değil; doğrudan kalite güvencesinin parçasıdır. Çünkü temiz oda ne kadar iyi görünürse görünsün, kalifikasyon olmadan o alanın gerçekten güvenilir olduğundan söz etmek zordur. Bu nedenle yeni kurulacak ve devreye alınacak sistemlerde ileriye dönük yani prospektif kalifikasyon yaklaşımı esas alınır. Bu yaklaşım, üretim faaliyeti başlamadan önce tasarımın doğrulanmasını, kurulumun plana uygunluğunu ve operasyonel performansın tanımlı limitler içinde olduğunu göstermeyi amaçlar.
Temiz oda kurgusunu daha bütünsel değerlendirmek için Temiz Oda Nedir?, Temiz Oda Kurulumu Nasıl Yapılır?, Temiz Oda Sınıfları Nelerdir? ve Temiz Oda Validasyonu Nedir? başlıklı içeriklerimizi de inceleyebilirsiniz.
Temiz oda kalifikasyonu kağıt işi değil, sistem güvenliğidir
Yeni tesis kurulumunda, cleanroom projelerinde, HVAC sistemlerinde ve kritik üretim alanlarında kalifikasyon kurgusunu doğru planlamak istiyorsanız Med Makina ile iletişime geçebilirsiniz.
Temiz Oda Kalifikasyonu Nedir?
Temiz oda kalifikasyonu, bir sistemin veya ekipmanın kullanıcı gereksinimlerine, GMP kurallarına ve tasarlanan işlevine uygun şekilde çalıştığının belgelenmiş kanıtlarla gösterilmesi sürecidir. Bu süreç yalnızca cihazın çalışıp çalışmadığını değil; doğru dokümante edilip edilmediğini, doğru kurulduğunu, doğru limitlerde işletildiğini ve tekrarlanabilir performans sağlayıp sağlamadığını doğrular.
Bir başka ifadeyle kalifikasyon; “kuruldu” ile “kullanıma uygundur” arasındaki farkı kapatır. Bir sistem montajı tamamlanmış olabilir ama yine de proses açısından güvenilir olmayabilir. Bu yüzden temiz oda projelerinde kalifikasyon, tasarım aşamasından başlayarak operasyonel kullanıma kadar devam eden hiyerarşik bir yapı içinde ele alınmalıdır.
Bu yapı genel olarak şu aşamalardan oluşur:
- Dizayn Kalifikasyonu (DQ)
- Fabrika Kabul Testleri (FAT)
- Kurulum Kalifikasyonu (IQ)
- Operasyonel Kalifikasyon (OQ)
- Performans Kalifikasyonu (PQ)
Bu adımların herhangi birinin zayıf planlanması, sonraki aşamalarda daha büyük maliyet ve uyumsuzluk riski yaratır. Bu nedenle temiz oda kalifikasyon stratejisi baştan kurgulanmalı, sonradan toparlanmaya çalışılmamalıdır.
Kalifikasyon Stratejisi Neden Baştan Tanımlanmalıdır?
Birçok projede ekipman seçimi, montaj, devreye alma ve test faaliyetleri birbirinden kopuk ilerler. Sonuçta sistem çalışıyor görünür; ancak hangi kabul kriterine göre uygun kabul edildiği net değildir. İşte bu zayıflık, denetimlerde, kalite güvence süreçlerinde ve proses kararlılığında problem çıkarır.
İyi tanımlanmış bir kalifikasyon stratejisi şu faydaları sağlar:
- Kullanıcı ihtiyaçları ile teknik tasarım arasında net bağ kurar.
- Kritik ekipman ve kritik parametreleri erken aşamada belirler.
- Test kapsamını rastgele değil, risk odaklı tanımlar.
- Dokümantasyon eksikliklerini proje sonunda değil, başında görünür hale getirir.
- Kalite güvence, teknik ekip ve operasyon arasında ortak dil oluşturur.
- Denetimlerde izlenebilirliği güçlendirir.
Kısacası kalifikasyon süreci ne kadar erken başlarsa, sonradan yaşanacak düzeltme maliyeti o kadar düşer. Geç kurgulanmış kalifikasyon, çoğu zaman sahada yapılan işin geriden evrakla savunulmaya çalışılması anlamına gelir. Bu da zayıf modeldir.
Dizayn Kalifikasyonu (DQ): Doğru Proje, Doğru Başlangıç
Dizayn Kalifikasyonu, temiz oda ve ilgili ekipmanların kurulumu başlamadan önce tasarımın kullanıcı gereksinimlerine ve GMP standartlarına uygunluğunu doğrulayan aşamadır. Bu safha genellikle hafife alınır; oysa projenin doğruluğu büyük ölçüde burada belirlenir. Çünkü tasarım yanlışsa, sonraki tüm testler yalnızca yanlış sistemin düzgün kurulduğunu kanıtlar.
DQ süreci, Kullanıcı İstekleri Spesifikasyonu yani URS ile başlar. URS, sistemden ne beklendiğini açık şekilde tanımlar. Ardından Fonksiyonel Spesifikasyon (FS), bu ihtiyaçların teknik olarak nasıl karşılanacağını tanımlar. Tam bu noktada yapılan risk değerlendirmesi ise, sistemin kritik bileşenlerini ortaya çıkarır ve OQ ile PQ testlerinin kapsamını belirler.
DQ Aşamasında Kontrol Edilmesi Gereken Dokümanlar
| Doküman Tipi | İçerik ve Kapsam |
|---|---|
| Sipariş Bilgileri | Proforma fatura, teklif, teknik anlaşmalar ve tedarik kapsamı |
| Teknik Çizimler | Yerleşim planları, P&ID, bina çizimleri, elektrik şemaları |
| Süreç Akış Şemaları | Hava, personel, malzeme ve atık akışlarının tanımlanması |
| Sınıflandırmalar | Temiz alan ve güvenlik sınıflandırmalarına ilişkin dokümanlar |
| Montaj ve Bağlantı Verileri | Kurulum talimatları, borulama ve elektrik bağlantı bilgileri |
| Teknik Veri Sayfaları | Alt ekipmanlara ait data sheet ve teknik spesifikasyonlar |
| Sertifikalar ve Listeler | Malzeme sertifikaları, test sertifikaları, yedek parça listeleri |
DQ aşamasında sağlam kurulmayan proje, ilerleyen aşamalarda kendini mutlaka ele verir. Bu yüzden burada amaç, sistemi kağıt üstünde güzelleştirmek değil; gerçekten işletilebilir, temizlenebilir, sürdürülebilir ve GMP açısından savunulabilir bir yapı kurmaktır.
Fabrika Kabul Testleri (FAT): Tesis Sahasına Gelmeden Önce Doğrulama
FAT yani Fabrika Kabul Testleri, sistemin veya ekipmanın üretici sahasında ön doğrulamaya tabi tutulduğu aşamadır. FAT yapılmadan sahaya getirilen birçok ekipmanda, eksik işlevler veya uyumsuz komponentler ancak montaj sonrası fark edilir. Bu da proje süresini uzatır, maliyeti artırır ve sahada gereksiz revizyon yaratır.
FAT sürecinde genel olarak şu başlıklar ele alınır:
- Ekipmanın sipariş şartlarına uygun üretilip üretilmediği
- Kritik bileşenlerin teknik uygunluğu
- Kontrol paneli, göstergeler ve ana fonksiyonların çalışması
- Emniyet mekanizmaları ve temel alarm kurguları
- Dokümantasyon paketinin eksiksiz hazırlanıp hazırlanmadığı
FAT kusursuz sistem garantisi vermez ama sahaya gelmeden önce temel uyumsuzlukları yakalamak için güçlü filtredir. Bu nedenle özellikle özel üretim temiz oda ekipmanlarında ve kritik HVAC altyapısında ihmal edilmemelidir.
Kurulum Kalifikasyonu (IQ): Doğru Kurulmamış Sistem Doğru Çalışmaz
Kurulum Kalifikasyonu yani IQ, sistemin onaylanmış tasarım dokümanlarına, üretici tavsiyelerine ve yasal gerekliliklere uygun biçimde kurulduğunu doğrular. Bu aşama çoğu zaman montaj kontrolü gibi görülür; ama işin özü daha derindir. IQ, sistemin gerçekten tasarlandığı şekilde yerleştirildiğini, gerekli altyapılara doğru bağlandığını ve tüm teknik dokümantasyonun eksiksiz olduğunu kanıtlar.
Bir sistemin sahada “çalışıyor” görünmesi, onun doğru kurulduğu anlamına gelmez. Yanlış altyapı bağlantısı, eksik etiketleme, uygunsuz malzeme seçimi veya yetersiz erişilebilirlik; ileride bakım, kalibrasyon ve operasyon sorunlarına neden olur.
IQ Aşamasında Teknik Dokümantasyon Kontrolü
| Adım | Doküman Tanımı | Kabul Kriteri |
|---|---|---|
| 1 | Sipariş Spesifikasyonu | Mevcut ve erişilebilir olmalıdır |
| 2 | Güç Tüketim Verileri | Elektrik, hava, buhar gibi veriler tanımlı olmalıdır |
| 3 | Oda Data Sheet’leri | Alan sınıflandırmasına uygun olmalıdır |
| 4 | Kalibrasyon ve Test SOP’leri | Mevcut olmalı, sertifikalar eklenmelidir |
| 5 | Teknik Resimler ve Parça Listeleri | Eksiksiz bulunmalıdır |
| 6 | Kurulum / Bağlantı Talimatları | Tedarikçi dokümanları mevcut olmalıdır |
| 7 | Güvenlik Talimatları | Mevcut olmalıdır |
| 8 | Elektrik Bağlantı Şemaları | Mevcut olmalıdır |
| 9 | İşletme ve Bakım Talimatları | Eksiksiz tanımlanmalıdır |
| 10 | Malzeme Sertifikaları | Ürünle temas eden parçalar ve HEPA filtreler için mevcut olmalıdır |
Kurulum Kalifikasyonunda Saha Kontrol Başlıkları
- Plan, P&ID ve projeye uygunluk
- Isıtma, soğutma, basınçlı hava ve diğer altyapı bağlantıları
- Operatör güvenliğini koruyan mekanik önlemler
- Etiketleme, ekipman plakası ve pano tanımlamaları
- İzolasyon uygunluğu
- GMP’ye uygun temizlenebilirlik
- Bakım ve kalibrasyon için erişilebilirlik
IQ doğru yapılmadığında sonraki bütün testler temelsiz kalır. Çünkü yanlış kurulu sistem üzerinde yapılan OQ veya PQ testleri, güvence vermek yerine yalnızca sorunları geç fark etmenize neden olur.
Kurulum kalifikasyonu ve cleanroom devreye alma süreçlerini birlikte planlayın
Temiz oda kurulumu, HVAC altyapısı, dokümantasyon kontrolü, etiketleme, erişilebilirlik ve GMP’ye uygun saha kurgusu için Med Makina teknik ekibinden destek alabilirsiniz.
Operasyonel Kalifikasyon (OQ): Sistem Limitler İçinde Çalışıyor mu?
Operasyonel Kalifikasyon yani OQ, kurulumu onaylanmış sistemin belirlenen operasyon limitleri içinde tutarlı şekilde çalıştığını kanıtlar. Burada temel soru şudur: Sistem teorik olarak doğru kurulmuş olabilir, peki gerçek çalışma modunda doğru davranıyor mu?
OQ aşamasında kontrol edilen başlıklar çoğunlukla fonksiyonel davranış üzerinedir. Örneğin switch’ler, göstergeler, vanalar, sensörler, alarm kurguları, kapasite limitleri ve enerji kesintisi senaryoları test edilir. Bu noktada kullanılan tüm ölçüm cihazlarının akredite kalibrasyon merkezleri tarafından kalibre edilmiş olması kritik gerekliliktir. Aksi halde test sonucu teknik olarak savunulamaz.
OQ Aşamasında Öne Çıkan Test Alanları
- Fonksiyon testleri ve temel çalışma senaryoları
- Kontrol sistemi ve gösterge doğrulamaları
- Alarm ve emniyet fonksiyonları
- Enerji kesintisi veya arıza tepkileri
- Kapasite limitlerinin test edilmesi
- Personel eğitim kayıtlarının tamamlanması
Özellikle personel eğitimleri burada çok kritiktir. Çünkü sistem ne kadar iyi kurulmuş olursa olsun, onu kullanan ekip eğitimsizse proses güvenliği düşer. Bu nedenle işletme ve bakım personelinin eğitimleri tamamlanmalı ve kayıt altına alınmalıdır.
Performans Kalifikasyonu (PQ): Gerçek Yük Altında Gerçek Sonuç
PQ yani Performans Kalifikasyonu, sistemin gerçek üretim yükü altında veya simüle edilmiş koşullarda beklenen performansı sürekli ve tekrarlanabilir biçimde sağlayabildiğini gösterir. DQ, IQ ve OQ daha çok hazırlık ve doğrulama aşamalarıyken PQ, işin gerçekten sahada sonuç verip vermediğini ortaya koyar.
Burada odak artık yalnızca ekipmanın çalışması değildir. Asıl odak; sistemin uzun süreli kararlılığı, tekrarlanabilirliği ve ürün kalitesine etkisinin doğrulanmasıdır. Özellikle çevresel parametreler, süreklilik, proses kararlılığı ve kalite kritik etkiler bu aşamada anlam kazanır.
PQ aşamasında şu sorular cevaplanmalıdır:
- Sistem gerçek üretim koşullarında stabil çalışıyor mu?
- Performans verileri tekrarlanabilir mi?
- Operasyon süresince kritik çevresel parametreler korunuyor mu?
- Ürün kalitesi üzerindeki etki kontrol altında mı?
- Uzun dönem kararlılık için sistem güven veriyor mu?
PQ’yu hafife almak büyük hatadır. Çünkü bu aşama, sistemin yalnızca çalıştığını değil; gerçekten işe yaradığını gösterir.
Dökümantasyon Standartları: Denetimde Savunulabilir Yapı Kurmak
Temiz oda kalifikasyonunda işin yarısı teknik doğrulama ise diğer yarısı izlenebilir dokümantasyondur. Eksik, dağınık veya standardize edilmemiş dokümantasyon; iyi yapılmış teknik çalışmanın bile değerini düşürür. Bu yüzden dokümantasyon hiyerarşisi baştan standardize edilmelidir.
Standart yapıda genellikle şu başlıklar bulunur:
- Proje adı
- Konu tanımı
- Tesis veya fabrika adı
- İlgili operasyon
- Bina / birim bilgisi
- Doküman numarası
- Sistem / ekipman tanımı
- Revizyon bilgisi
Buna ek olarak onay mekanizmasının da açık olması gerekir. Hazırlayan, gözden geçiren ve onaylayan roller net tanımlanmalı; kalite güvence dahil olmak üzere kritik paydaşlar resmi olarak sürece dahil edilmelidir.
Kalifikasyon Sonrası Yönetim: Valid Durum Nasıl Korunur?
Bir sistemin kalifiye edilmesi, işin bittiği anlamına gelmez. Asıl mesele, o sistemin valid durumda kalmasını sağlamaktır. Bu nedenle kalifikasyon sonrası bakım, kalibrasyon, personel eğitimi ve değişiklik yönetimi süreçleri disiplinli biçimde sürdürülmelidir.
Kalifiye edilen sistemler şu durumlarda tekrar değerlendirmeye alınmalıdır:
Olaya Dayalı Tekrar Değerlendirme
- Kritik modifikasyonlar ve değişiklik kontrolüne tabi revizyonlar
- Sistem performansını etkileyen majör arızalar
- Ana parça değişimleri
- Ekipmanın fiziksel yer değişimi
Zaman Temelli Tekrar Değerlendirme
- Kalifikasyon planında tanımlı periyodik gözden geçirme döngüleri
- Yıllık koruyucu bakım faaliyetleri
- Periyodik kalibrasyon doğrulamaları
Buradaki mantık basit: Bir sistem değiştiyse, onu geçerli kılan varsayımlar da değişebilir. Bu yüzden yeniden değerlendirme lüks değil, zorunluluktur.
Sapma Yönetimi ve Sonuçlandırma
Kalifikasyon sırasında karşılaşılan her uygunsuzluk kayıt altına alınmalıdır. Çünkü denetimlerde asıl sorgulanan nokta, sistemin hiç sorun yaşayıp yaşamadığı değil; yaşanan sorunların nasıl yönetildiğidir. Bu nedenle sapmalar ve açık maddeler punch list mantığıyla düzenli takip edilmelidir.
Nihai kalifikasyon raporu genellikle şu yapıyı içermelidir:
- Amaç ve kapsam
- Test sonuçları özeti
- İlgili SOP referansları
- Sapmalar ve açık maddelerin takibi
- Test sırasında yapılan değişiklikler
- Sonuç ve kullanım uygunluğu onayı
- Kısaltmalar ve referanslar
Burada önemli olan raporu doldurmak değil; sistemin neden uygun bulunduğunu izlenebilir biçimde gösterebilmektir.
Projelerde En Sık Yapılan Kalifikasyon Hataları
Temiz oda kalifikasyonunda sık yapılan bazı hatalar, projenin ilerleyen aşamalarında ciddi kalite riski doğurur. Bunların başlıcaları şunlardır:
- URS ve teknik tasarımın birbirinden kopuk hazırlanması
- Risk değerlendirmesinin yüzeysel yapılması
- FAT sürecinin atlanması veya formaliteye çevrilmesi
- IQ aşamasında dokümantasyon eksikliklerinin tolere edilmesi
- OQ testlerinde kalibre cihaz kullanılmaması
- PQ aşamasının aceleyle geçilmesi
- Eğitim kayıtlarının eksik tutulması
- Değişiklik kontrolü sonrası yeniden değerlendirme yapılmaması
Bu hatalar, temiz odanın veya ekipmanın denetimde savunulmasını zorlaştırır. Daha önemlisi, ürün kalitesi ve operasyon güvenliği açısından ciddi risk doğurur.
Temiz oda kalifikasyon sürecinizi Med Makina ile daha kontrollü yönetin
DQ, FAT, IQ, OQ ve PQ aşamalarının teknik olarak güçlü kurgulanması; hem denetim başarısı hem de operasyon güvenliği için kritiktir. Temiz oda projeleri, HVAC sistemleri ve GMP uyumlu kurulumlar için bizimle iletişime geçin.
Adres: Meclis Mah. Teraziler Cd. PERPİM Sanayi Sitesi A Blok No:71 Sancaktepe – İstanbul
Sık Sorulan Sorular
Temiz oda kalifikasyonu ile validasyon aynı şey midir?
Hayır, birebir aynı şey değildir. Kalifikasyon genellikle ekipman, sistem ve altyapının uygunluğunu doğrulamaya odaklanır. Validasyon ise süreçlerin ve sonuçların hedeflenen kaliteyi sürekli sağlayabildiğini gösterir. Ancak pratikte bu iki kavram birbirine çok yakın ve bağlantılı şekilde ilerler.
DQ, IQ, OQ ve PQ sırası değiştirilebilir mi?
Doğru yaklaşım bu adımların mantıksal sırasını korumaktır. Önce tasarım doğrulanır, sonra kurulum, ardından operasyonel davranış ve en son gerçek performans kanıtlanır. Sıralamayı bozmak, sistematik güvenceyi zayıflatır.
FAT yapılmadan sistem devreye alınabilir mi?
Teknik olarak bazı projelerde sahaya geçilebilir; ancak bu tavsiye edilen yaklaşım değildir. FAT, olası uyumsuzlukları erken yakalamak için önemli filtredir ve özellikle özel üretim ekipmanlarda ciddi avantaj sağlar.
Kalifikasyon sonrası tekrar değerlendirme ne zaman gerekir?
Kritik modifikasyon, büyük arıza, ana parça değişimi, ekipmanın yer değiştirmesi veya planlanan periyodik gözden geçirme zamanlarında tekrar değerlendirme yapılmalıdır.
Personel eğitimi neden kalifikasyon kapsamında ele alınır?
Çünkü sistem ne kadar doğru kurulursa kurulsun, kullanıcı davranışı süreci doğrudan etkiler. Eğitim eksikliği, sahadaki performansı ve uyumu zayıflatır.
Sonuç
Temiz oda kalifikasyonu, yalnızca teknik bir kontrol listesi değildir. Bu süreç; tasarımın doğrulanmasından saha kurulumuna, operasyonel fonksiyon testlerinden gerçek performansın kanıtlanmasına kadar uzanan bütünsel kalite yaklaşımıdır. DQ, FAT, IQ, OQ ve PQ adımları birlikte ele alındığında sistem yalnızca çalışır hale gelmez; denetlenebilir, izlenebilir ve güvenilir hale gelir.
Özellikle GMP uyumlu tesislerde, ilaç ve medikal üretim alanlarında, temiz oda kalifikasyonunun güçlü kurgulanması hem ürün güvenliği hem de operasyonel sürdürülebilirlik açısından belirleyici rol oynar. Doğru proje, doğru kurulum ve doğru kalifikasyon olmadan temiz odanın gerçek performansından söz etmek zordur.
İlgili içerikler: